
晶钻CoCo 80/X/90 美国机械故障振动分析仪



产品简介
而振动数据采集仪(Vibration Data Collector,VDC)功能主要用于测试分析旋转机械设备,其提供了一个方便的振动数据采集方式,可以通过预定义的巡检路径进行采集,也可以直接现场采集并进行分析。
详细信息
CoCo80美国机械故障振动分析仪
美国晶钻仪器(Crystal Instrument)公司
美国晶钻仪器(CI)公司位于加州硅谷,1996年正式成立,是一家活跃在嵌入式系统开发、测试仪器、数字信号处理技术的高技术公司。
在过去10余年的发展过程中,开发的振动测试、信号分析和数据采集产品广泛用于各国军工、航空、航天、汽车和电子领域。终端客户包括波音、NASA、欧洲航天局、美国福特、通用、IBM、思科、戴尔等上百家著名公司。

美国晶钻CoCo 80 振动数据采集分析仪
特别在振动控制器和动态信号分析仪方面取得了一系列成果,如2000年发布Laser系列振动控制器,对业界产生了革命性的影响,目前占50%*,后为LDS收购;除产品外CI还提供硬件及软件定制开发的工程服务。
公司拥有30多名开发工程师,在计算机、电子技术、机电控制及其它相关工程领域具有丰富的经验 ,CI的工程师在数据采集、实时控制及信号分析领域拥有多项砖利。
2007年后,CI公司相继发布了新一代的动态信号分析仪CoCo80/CoCo80 X/CoCo 90和Spider80在业内引起广泛关注,和用户的一至好评。
目前美国CI公司下设:市场与销售(北美、海外)、软件工程部、DSP工程部、硬件工程部、及生产管理部等部门,有员工50多人,其中核心研发人员30多人。
CI公司对产品质量有着严格的要求,所有产品均由加州硅谷著名的电子仪器代工厂Electromax制造生产。(Electromax为高科技电子产业提供一系列的制造解决方案,公司拥有自动装配和测试设备领域内的技术,拥有50,000平方英尺的*生产设施,能够支持的从新品发布到批量生产全过程的项目。
CoCo80方案配置
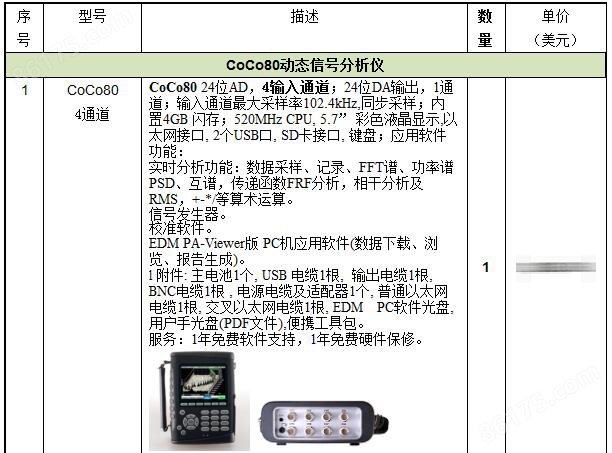
CoCo80 机械振动点检仪功能说明
总述
CoCo80美国机械故障振动分析仪是*个集振动数据采集仪、动态信号分析仪、振动噪声分析和长时间数据记录仪于一体的手持式设备。
其中动态信号分析(Dynamic Signal Analysis ,DSA)功能适用于所有信号频率在0~100KHz 之间的信号分析应用,这些信号可3以来自于机械、电子、地球物理、网络、通信、液压等任何感兴趣的系统。
而振动数据采集仪(Vibration Data Collector,VDC)功能主要用于测试分析旋转机械设备,其提供了一个方便的振动数据采集方式,可以通过预定义的巡检路径进行采集,也可以直接现场采集并进行分析。

CoCo80 硬件上有2,4,8 个输入通道三种配置。当在VDC 模式下运行时,CoCo80 的通道1 同样可以被设置为转速测量通道,从而在采样旋转机械或往复式机械的振动数据的同时,对设备转速进行同步测量。
在CoCo80 上动态信号分析仪模式和振动数据采集仪模式具有不同的用户界面。其风格和设置习惯是不同的,以针对这两个不的工业领域。当系统启动时,用户可以选择进入其中某一种模式。VDC 模式的用户界面设计为快速进行数据采集并且简单易用,而更专业专注于研究与开发工作的用户可以选择DAS 模式,而不用VDC.

工程数据管理软件EDM(Engineering Data Management)是运行于微软Windows (XP,Vista)操作系统的,用于VDC 数据后处理、报告、数据文件管理,以及存档、分析和趋势等应用。用户可以按其需要的方式进行创建、备份、分割或合并路径数据库。
EDM 软件通过USB 或以太网与CoCo80 设备进行同步,可以上载EDM 数据库中的机器信息和路径设置到 CoCo80 上,在数据采集完成后,采集到的数据可以下载到EDM 中,其中现场测量(路径以外)的数据也同样可以下载到EDM,与路径采集的数据一同存储。
振动数据仪采集功能集成了“路径采集”与“现场测量”两种测量方式,其中现场测量方式允许用户脱离采集路径的限制,典型的测量应用如:升/降转速测量、动态平衡等。

CoCo80 适用于DSA 和VDC 两个市场。在此之前,传统的DSA产品不适用于VDC 市场,主要原因在于DSA 产品体积大、功耗高,不便于携带。
另一方面传统的VDC 产品也不适用于DSA应用,因为其测量通道数少、精度、性能指标较低,而CoCo80是目前*能同时适应这两个市场的产品,当用户关心的是常规的振动数据采集,他可以选用VDC 模式;
如果其应涉及高级的时间域信号分析,如长时间波形记录、倍频程分析或者数字滤波器等,他可以方便地切换到DSA 模式进行测试分析。这种双模式的设计简化了VDC 的用户界面。
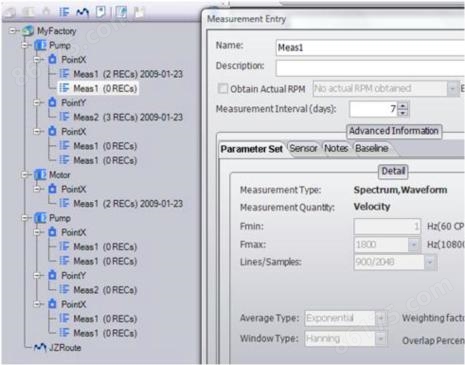
路径巡检采集
振动数据采集仪(VDC)是专为机器设备振动检测和状态监测行业而设计的,其用户界面也与单纯的动态信号分析仪功能不同。主要功能有:巡检路径和测量规程设置工具、标准的振动数据监测项目,如rms、 频段rms、总量级rms、峰值等,以及时间波形、频谱和包络谱测量等。
使用时采集仪从PC 上接收一个或多个路径设置,路径设置是一个经过索引排序的文件,其包含了预告定义好的机器测点、测量规程和参数等信息。巡检路径在PC 机上进行设置,再上载到CoCo 仪器上。PCWindows 软件EDM 可以方便地设置任意组合的巡检路径,工厂,机器和测量点,并提供管理、备份所有数据的功能。


上面左边的图是显示了一个路径的示例。右边是根据测量规程正在进行的一个测点采集过程。下图是巡检路径在EDM 软件上进行编辑。
一个典型的振动数据采集过程包含以下步骤:
1. 用EDM 软件,定义一系列测点,这些测点与具体的机器设备相关。
2. 为每个测点定义一个或若干个测量规程。每个测量规程定义了测量物理量及采用的传感器,如加速度、速度、位移等,待测内容,如波形、频谱、包络谱等,以及相应的测量参数,如FFT 谱线数、加窗类型、平均方式等。
3. 一个数据采集巡检路径,由这些预定义的测点按规定的顺序组成,也就是说一个”路径”实际就是按某种顺序对这些测点进行数据采集的测点列表。
4. 用户将CoCo80 与PC 机联接,从PC 机上载路径,及相关的测点、测量规程信息到CoCo80
5. 具体负责数据采集工作的现场点检人员,拿着CoCo80 按路径的定义的顺序,一个一个地采集相应的数据。
6. 采集完成后,CoCo-80 被带回办公室并与PC 机联接,将采集好的振动数据下载到PC 机上。
7. zui后用户可以在EDM 软件上显示、分析这些数据,并产生相应的趋势,异常或报警报告。
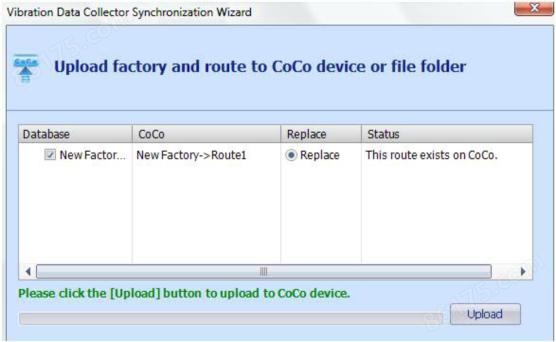
同步CoCo和PC机
通过几种硬件接口,有多方式可以在CoCo 和EDM 软件之间传递路径和测量数据。EDM 软件可以通过USB 或以太网接口与CoCo 保持信息同步。EDM 数据库中发生的改变可以被更新到CoCo 中,同样CoCo 中采集的数据也被复制到EDM 数据库中,并与相应的测点、机器、工厂等信息相绑定。

另一个同步方式是,EDM 也可以直接从SD 卡上读取CoCo 的测量数据,只要把SD 卡放入读卡器就行了。
CoCo80美国机械故障振动分析仪-趋势与报警
趋势是指按一定的时间间隔存储有效的振动数据记录,并将这些振动数据的相关频率的量级变化按时间绘制成图形。如果发现某个频率上量级的趋势一直向上,就说明机器设备有隐患正在增大。
zui简单的应用振动趋势概念的方法是先将一个正常工作状态下的机器振动频谱作为参考,或称为基准线,然后将该机器zui近的频谱测量结果与基准线进行比对。
在趋势分析中,关键是要保持测量历程的*性。所谓*性是指,相同的测量物理位置、相同的测量参数设置、相同的分析以及相同的信号提取算法,如果不能保持*性,这种比较就没有意义了。
当用FFT 分析仪或数据采集仪采集振动数据时,采用对频谱进行多次平均以减少随机量和无关的干扰,是非常重要的。
EDM 软件和CoCo 支持多种趋势分析,所有的读值记录都可以进行趋势分析:
1.加速度 rms, peak and peak-peak、2.速度 rms, peak and peak-peak、3.位移 rms, peak and peak-peak
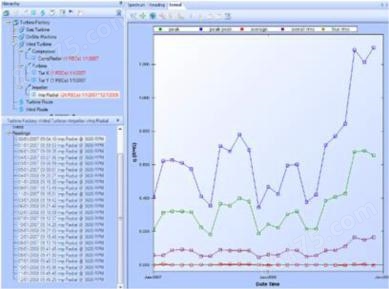

另一个高级的功能是用户可以自定义若干频率带,并对这些频带的RMS 值进行趋势分析。

升/降转速分析
升降转速分析是一种实时的数据记录和分析工具,用于其振动量级随运行速度或时间而变化的机器设备,如在一个开停机的过程中,或其它一些应用中所引起的瞬态变化过程。
一个主要的应用是用于确定机器设备的临界/共振速度。分析结果可以多种方式显示,以保证数据可以被zui合适抽取和显示,以下是用户常用 的显示方式:
11频带RMS vs. RPM、11 n 阶幅值 vs. RPM、11波特图、11瀑布图、1彩图
这些图形显示可以使用户快速地了解设备的振动量级与转速或时间的变化关系。而且关键的是操作者可以锁定机器设备的临界或共振点的运行速度。
另一方面,用户也可以使用长时间波形记录功能,来采集振动和转速信号并以时间波形的方式存储。这种长时间记录波形可以用EDM 后处理软件进行任意次数的离线分析。
原始的转速脉冲信号波形

RPM vs 时间

RPM 瀑布图 (常频率带宽)

RPM 彩图 (常频率带宽)

频带 RMS vs RPM:

阶次谱

两个总量级 RMS 信号vs RPM

RPM 彩图 (常阶次域)

1x 阶幅值 和相位vs RPM (波特图)

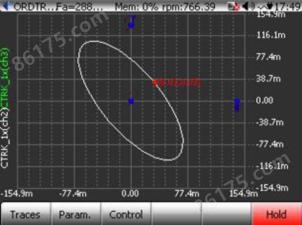
1x 1x 阶幅值 和相位极坐标显示

心轨迹图 (滤波后的)
撞击测试
撞击测试是分析一个机器或结构的模态响应的简单方法。当受到冲击时,一个机器或结构会产生一个宽频带的激励,其中与结构的自然频率*的激励频率成份,会使用结构产生共振,表现为在这些频率带上振动值比正常值要高。
在撞击测试期间,CoCo80 通过加速度传感器测量振动的幅值和频率,并且显示幅值vs 频率图,其峰值代表了结构的固有模态,并且zui尖的峰值处就是有危害的幅值向量。
通常在大多数机器振动监测中,获得精确的传递函数并不重要,而重要的是获得结构的各阶振动模态的频率,位置,以及这些模态的阻尼比等参数。
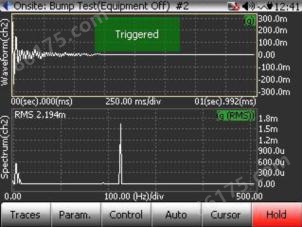
CoCo80美国机械故障振动分析仪可以无需一个特别的带力传感器的冲击力锤就可以进行撞击测试,只要用一个合适的物体,如一根木棒,或硬像胶棒等击打结构就可以。撞击测试可以按设备“开机”和“关机”两种模式进行。设备“关机”是推荐模式,指没有旋转或其它激励激作用于设备,这样一次撞击测试可以测到清楚的共振动状态,如下:
撞击测试显示
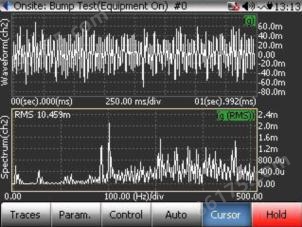
设备开机是应用于转子仍然工作时,此时受迫激励作用于整个振动系统中。此时采用一个特殊的测试算法:负平均法,显示如下:
动平衡
CoCo-80 现场动平衡功能可以引导用户按步骤地对机器的安装在轴承上的转子进行平衡操作,使其正常工作。大型设备如汽轮机、电动机、发电机电枢等,经常需要在两次大修间进行现场动平衡。
纠正不平衡需要对1 个或2 个平面确定过重点,这取决于转子半径和刚度。一个过重点是指在转子半径上的某个位置,其质量超重。与过重点相反的径向方向就是需要进行配重的位置。
不过,除非预先知道平衡的状态,否则无法确定配重点。因此大多数现场动平衡都采用影响因子方法来计算配重。
如图,加速度传感器安装在转子轴承上以采集振动信号。转速信号用于计算旋转速度并与振
动信号同步,以计算转子的转动角度。
动平衡模拟图
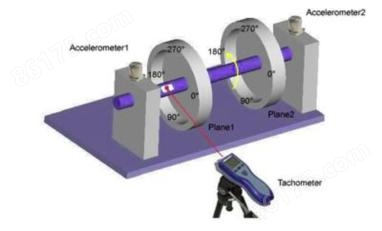
影响因子算法用于确定旋转系统对于不平衡质量变化的反应程度。首先一块试重被加到转子上使用振动的幅值或相位产生变化。
这块已知质量和位置的试重块生产的不平衡性影响,或称影响系数被计算出来。单面动平衡过程用于确定一个面的质量位置响应系数,而多面动平衡过程用于确定多个平面的响应系数。
鉴于初始配重后的振动可以看成是初始的不平衡性引起的反映,因此以此计算初始不平衡质量及影响因子。这就使得系统可以为每一个平面计算需要配置的质量和位置。初始平衡后通常还需要第二次平衡转动以验证平衡效果。
动平衡过程

测量2 个平面的不平衡向量

估计配重

给出配重安装位置,指导安装
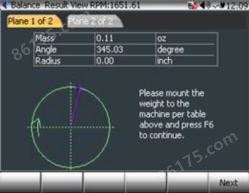
完成后的信息汇总

CoCo80美国机械故障振动分析仪
北京樽祥科技有限责任公司(简称“樽祥科技”)成立于2008年,是一家致力于为客户提供的专业分析仪器与检测设备的供应商,以及为工业生产提供自动化控制系统、仪器仪表和整合相关产品,提供工程服务的高科技企业。
樽祥科技自成立以来,积极向国内企业引进大量美国和欧洲等发达国家的先进技术和高新技术产品,协同国内企业努力提高民族工业设备的技术含量和自动化控制水平。
:/