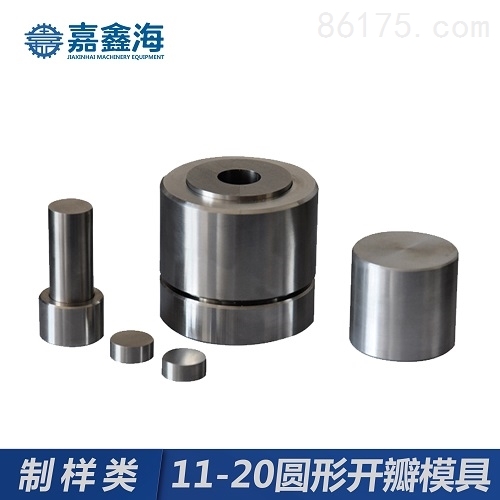
21-30mm圆形开瓣模具又称为退膜组合型模具,一般由3-4个内芯组合成一个模具腔体。
21-30mm圆形开瓣模具操作过程:
1、先将圆形开瓣模具的3个分瓣拼好。
2、将外套套在3个分瓣上,然后将样品放入模具腔体里。
3、将模具放到压片机中,加压到所需压力。
4、将模具底卸下,套上退模套。
5、将模具放在压片机中,用丝杠将模具的外套和3个分瓣分开。
6、分开3个分瓣。
7、取出样品。
模具使用及保养:
模具每次使用时候应先将模具表面用无尘纸将模具擦干净以免模具上的防锈油影响到样品的测试结果,加压时注意不得超过模具的zui大承受压力。模具使用后要及时将模具上的样品清理干净以免腐蚀模具,长时间不使用需要将模具涂上防锈油,放置在干燥的环境中保存。
1、将模具放置压片机的中心位置,加压时不得超过模具的zui大承受能力。
2、模具表面如有样品残留无法清除,请不要用化学试剂清洗及浸泡;
3、模具长时间不使用,可以在模具的表面涂抹上防锈油以免模具生锈;
4、模具长时间不使用,需要将模具放置在干燥环境中保存;
| 型号 | JMK-YC圆形压片模具 |
| 模具材质 | 合金工具钢:Cr12MoV |
| 压头硬度 | HRC60-HRC62 |
| 样品尺寸 | Φ30、Φ40mm(M) |
| 腔体深度 | 50mm(N) |
| 外形尺寸 | Φ73×133mm、Φ95×133mm(L×N) |
| 模具重量 | 3.8Kg、6.3Kg |
相关视频
-
238次播放

-
307次播放
-
268次播放

-
260次播放




