
无菌医疗器械包装内压法检测粗大泄漏气泡法测试方法
时间:2024-04-07 阅读:259
无菌医疗器械包装内压法检测粗大泄漏气泡法测试方法
无菌医疗器械包装(最终灭菌器械包装)对于无菌医疗器械来说至关重要,它是无菌医疗器械安全性的基本保证,它与无菌器械组件本身共同构建了产品的安全性和有效性,保证无菌器械在使用者手中能有效使用。无菌医疗器械包装已被为“医疗器械组成的一部分”,世界上许多地方把销往医疗机构并用于机构内灭菌的预成型无菌屏障系统视为医疗器械进行管理。无菌医疗器械包装有以下几个目的:①保护产品免受环境污染,维持在一个可以接受的小环境中,简而言之即:保护产品。此为包装的最基本功能。②允许并经受住灭菌过程,这也是一项基本要求。③使用前维持器械的无菌性和完整性。④无菌开启以便使用器械。⑤方便存贮运输。⑥便于识别产品,利于销售等。
本文基于《YY/T 0681.5-2010 无菌医疗器械包装实验方法 第5部分:内压法检测粗大泄漏(气泡法)》,检测医用包装中粗大泄漏。方法灵敏度对250μm以上孔径的检出概率为81%,该方法可用于托盘和组合袋包装。
本试验方法的灵敏度取决于压差和加压方法。对各包装材料和规格确定实验压是的到可重复结果的关键。对包装加压不当,会明显降低本试验方法的灵敏度。增大压差会提高实验灵敏度。但是充入过高的压力,又会导致密封开裂或从透气材料中射出气泡而与缺陷气泡发生混淆,这可能导致对是否有缺陷存在作出错误的结论。
实验方法
一、实验方法A---非透气性包装的程序
1、用穿孔器(如小的槽型螺丝刀或其他适宜的装置)在包装上穿一个空。以便将空气源和压力监测器插入到样品中。穿孔尽量位于包装的中央。孔的大小宜能插入空气源和压力监测器,并使空气泄漏为最小。如有必要,用胶带和橡胶垫作为穿孔部位的封堵器来密封插入部位。
2、向试验样品中插入空气源和压力监测器。将包装浸没在水下约2.5cm。向包装内施加空气。(使用一个限位器将有助于整个包装保持在适当深度)
3、必要时,调节气体和限压阀,缓慢对包装充气至大于或等于按照附录A所确定的最小实验压力。必要时,调节限压阀和压力调节器以保持恒压。
4、检验整个包装上显示破损(密封处通道、针孔、破裂、撕裂等)区域的气泡流,检验时间依据包装的大小而定。
5、从水中取出包装,标出所有观察到的破损区域。

二、实验方法B---透气性包装的程序
1、用穿孔器(如小的槽型螺丝刀或其他适宜的装置)在包装上穿一个空。以便将空气源和压力监测器插入到样品中。穿孔尽量位于包装的中央。孔的大小宜能插入空气源和压力监测器,并使空气泄漏为最小。如有必要,用胶带和橡胶垫作为穿孔部位的封堵器来密封插入部位。
2、向试验样品中插入空气源和压力监测器。将包装浸没在水下约2.5cm,并保持至少5s,向包装内施加空气。(使用一个限位器将有助于整个包装保持在适当深度)
3、必要时,调节气体和限压阀,缓慢对包装充气至大于或等于按照附录A所确定的最小实验压力。必要时,调节限压阀和压力调节器以保持恒压。
4、检验整个包装上显示破损(密封处通道、针孔、破裂、撕裂等)区域的气泡流,检验时间依据包装的大小而定。
5、从水中取出包装,标出所有观察到的破损区域。

实验仪器
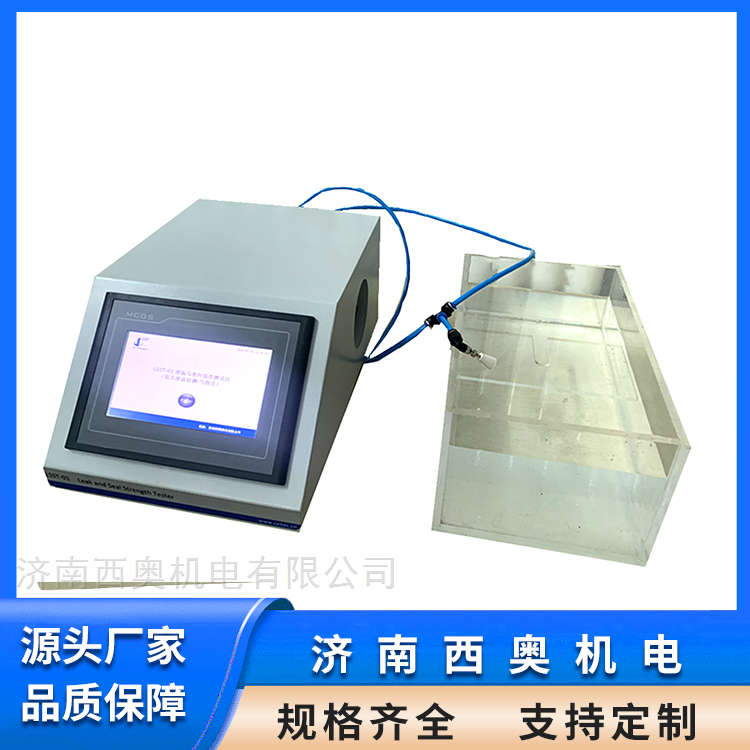
无菌医疗器械包装实验方法内压法检测粗大泄漏气泡法测试仪LSST-01A
依据《YY/T 0681.5-2010 无菌医疗器械包装实验方法 第5部分:内压法检测粗大泄漏(气泡法)》,专业适用于无菌医疗器械包装的测试。
内压法检测粗大泄漏气泡法测试仪技术优势
PLC工业控制程序保证准确控制压力和时间
设定测试压力和时间后自动完成实验
实验过程中自动恒压补压
7寸TFT全触摸屏方便试验参数设置和试验操作
多组试验参数可以保存,省去重复设置的时间
时间结果自动统计保存
内压法检测粗大泄漏气泡法测试仪技术参数
测试范围:0 -600 KPa; 0 -87.0 psi(标配)
测试误差:±1%
恒压时间:1-9999s
气源接口:Φ6 mm 聚氨酯管
外形尺寸:400 mm (L) × 270 mm (W) × 180 mm (H)
标准配置:主机、穿刺器、测试容器
选配装置:标准测试架、三边封测试夹具、约束板测试夹具、防盗瓶盖脱扣夹具、非标装置
注: 西奥机电始终致力于产品性能和功能的创新及改进,基于该原因,产品技术规格亦会相应改变。上述情况恕不另行通知,本公司保留修改权与解释权。